۵. چالشهای پیادهسازی و ملاحظات اجرایی
با وجود مزایای گستردهی APC، پیادهسازی موفق آن نیازمند فراهم بودن زیرساختهای فنی، دادهای و سازمانی (به ویژه زیرساخت فرهنگی و پذیرش تغییرات) مناسب است.
الف) کیفیت دادههای فرآیندی
الگوریتمهای APC و مدلهای هوشمند به دادههای دقیق، پایدار و کمنویز نیاز دارند. در بسیاری از واحدهای قدیمی، دقت پایین حسگرها، واسنجی[i] نامناسب تجهیزات اندازهگیری و نویز زیاد سیگنالها، عملکرد سامانه را تحت تأثیر قرار میدهد.
بنابراین، پیش از استقرار APC معمولاً لازم است سامانهی ابزاردقیق، حسگرها، فضای ذخیرهسازی داده[ii] و نحوهی ذخیرهسازی داده مورد بازبینی و ارتقاء قرار گیرد.
ب) موانع غیر فنی (سازمانی و فرهنگی)
در بسیاری از واحدهای صنعتی، بهرهبرداران سالها کار با کنترل دستی یا نیمهخودکار را تجربه کردهاند و ممکن است در برابر تصمیمات خودکارسازی فرآیند توسط سامانهی APC مقاومت نشان دهند. بنابراین، قبل از هرچیز، فرهنگسازی در واحدهای فرآیندی بایستی مورد توجه قرار گیرد. به همین دلیل، آموزش مناسب، اجرای مرحلهای پروژه و استفاده از شبیهسازهای فرآیندی اولیه و آشنایی با سامانه در حالت پایش[iii]، پیش از فعالسازی کامل سامانه، اهمیت زیادی دارد.
نکتهی مهم که ذکر آن در اینجا خالی از لطف نیست، این است که مقاومت در مقابل روی آوردن به فناوریهای نوین فقط توسط بهرهبرداران و کاربران سامانههای کنترل نیست. خیلی از اوقات حتی کارفرمایان از سرمایهگذاری در حوزهی فناوریهای نوین شانه خالی میکنند. به کارفرمایان عزیز باید یادآور شد که امروزه هزینه کردن در ارتقاء سامانهی کنترل واحدهای فرآیندی، دور ریختن سرمایه نیست بلکه به نوعی سرمایهگذاری به حساب آمده و همانگونه که پیشتر گفته شد، این هزینهها متناسب با نرخ بازده سرمایهگذاری در بازهی زمانی کمی (بین 6 الی 18 ماه) بازگشت خواهد شد.
ج) نگهداری و بهروزرسانی مدل
مدلهای APC ثابت نیستند و باید متناسب با تغییر شرایط فرآیند بهروزرسانی شوند. تغییر نوع خوراک، تعویض کاتالیست، تغییر تجهیزات یا تغییر شرایط بهرهبرداری، میتواند دقت مدل را کاهش دهد. به علاوه با پیشرفت علم و فناوری سازندگان برای تطبیقپذیری بیشتر سامانهی کنترل خود، نسخههای جدید نرمافزار را به بازار عرضه میکنند که از دید بهرهبردار سامانه و کارفرمایان نباید دور بماند. از این رو، وجود یک تیم تخصصی برای نگهداری و بازبینی مدلها در کنار تیم کنترل ضروری است.
۶. اجزاء اصلی سامانهی کنترل پیشرفته فرآیند
یک سامانهی APC، همانند سایر سامانههای مبتنی بر ریزپردازنده، از دو بخش اصلی سختافزار و نرمافزار تشکیل شده است:
الف) سختافزار
در بسیاری از کاربردهای متداول APC، سختافزار ویژه و کاملاً مستقل مورد نیاز نیست و سامانهی APC میتواند در بستر سامانههای کنترل موجود نظیر DCS یا FCS اجرا شود. با این حال، در واحدهای فرآیندی بزرگ و پیچیده ممکن است برای اجرای الگوریتمهای پیشرفته، به سرورها، رایانههای صنعتی (IPC)[iv] یا تجهیزات پردازشی مستقل نیاز باشد.
معماری سختافزاری APC معمولاً شامل همان لایههای «فیلد»، «کنترل» و «نظارت[v]» موجود در سامانههای DCS است، با این تفاوت که امکانات پردازشی و نرمافزاری بیشتری به آن افزوده میشود.
ب) نرمافزار
هویت اصلی APC را نرمافزار آن تشکیل میدهد. مهمترین اجزاء نرمافزاری APC عبارتند از:
- نرمافزار تحلیل داده و مدلسازی فرآیند؛
- نرمافزار کنترل پیشبین چندمتغیره؛
- نرمافزار تخمینگر کیفیت[vi] (QE)؛
- نرمافزارهای بهینهسازی و تحلیل اقتصادی؛
- ابزارهای شبیهسازی و پایش عملکرد.
در عمل، کیفیت طراحی نرمافزار تأثیر مستقیمی بر عملکرد APC دارد.
۷. متغیرهای اصلی در سامانههای APC
در طراحی سامانههای کنترل پیشرفته، انتخاب صحیح متغیرها اهمیت بسیار زیادی دارد. تعیین اشتباه متغیرها میتواند باعث کاهش کارایی سامانه و حتی ناپایداری کنترل شود. در ادامه با انواع متغیرها آشنا خواهیم شد:
الف) متغیر کنترل شده[vii] (CV): متغیری است که باید در مقدار مطلوب یا در محدودهی مشخص نگهداشته شود؛ مانند دمای راکتور، خلوص محصول، فشار برج یا سطح مخزن.
ب) متغیر دستکاریشونده یا متغیر کنترلشونده[viii] (MV): متغیری است که سامانهی کنترل با تغییر آن، رفتار فرآیند را اصلاح میکند. برای مثال، بازشدگی شیر بخار، دبی خوراک، جریان برگشتی برج یا سرعت پمپ میتواند به عنوان MV در نظر گرفته شود.
ج) متغیر آشفتگی یا اغتشاش[ix] (DV): متغیرهایی هستند که بر فرآیند اثر میگذارند اما مستقیماً تحت کنترل سامانه قرار ندارند. تغییر ترکیب خوراک، تغییر دمای محیط یا نوسانات فشار شبکه نمونههایی از DV هستند.
د) متغیر خروجی فرآیند[x] (POV): متغیری است که وضعیت عملکرد فرآیند را نشان میدهد و معمولاً تحت تأثیر متغیرهای کنترلی قرار میگیرد.
هـ) متغیر اقتصادی[xi] (EV): متغیرهایی که مستقیماً بر سودآوری یا هزینهی تولید تأثیر دارند، بهعنوان متغیر اقتصادی شناخته میشوند. مصرف انرژی، نرخ تولید، کیفیت محصول و میزان ضایعات از جمله این متغیرها هستند.
و) هدف کنترلی[xii] (CT): هدف کنترلی نشاندهندهی شرایط مطلوب عملکرد فرآیند در چارچوب محدودیتهای موجود است. APC تلاش میکند فرآیند را در نزدیکترین حالت ممکن به این اهداف نگه دارد.
۸. مثال کاربردی: طراحی سامانهی APC برای برجهای تقطیر
در واحدهای تقطیر صنعتی، کنترل همزمان کیفیت محصول، مصرف انرژی، فشار عملیاتی و پایداری برجها یکی از مهمترین چالشهای بهرهبرداری محسوب میشود. تداخل دینامیکی میان برجها، تغییرات ترکیب خوراک، محدودیتهای حرارتی و تأخیرهای اندازهگیری، استفاده از کنترلکنندههای کلاسیک مستقل را با محدودیت مواجه میسازد. از اینرو APC به عنوان یک راهکار چند متغیره، قادر است عملکرد کل مجموعه را به صورت هماهنگ مدیریت نماید.
در این مثال، مجموعهای شامل سه برج تقطیر برای جداسازی اتان، پروپان و بوتان مورد بررسی قرار میگیرد. شکل 1 نمایی ساده از سامانهی کنترل سنتی این واحد را نشان میدهد.
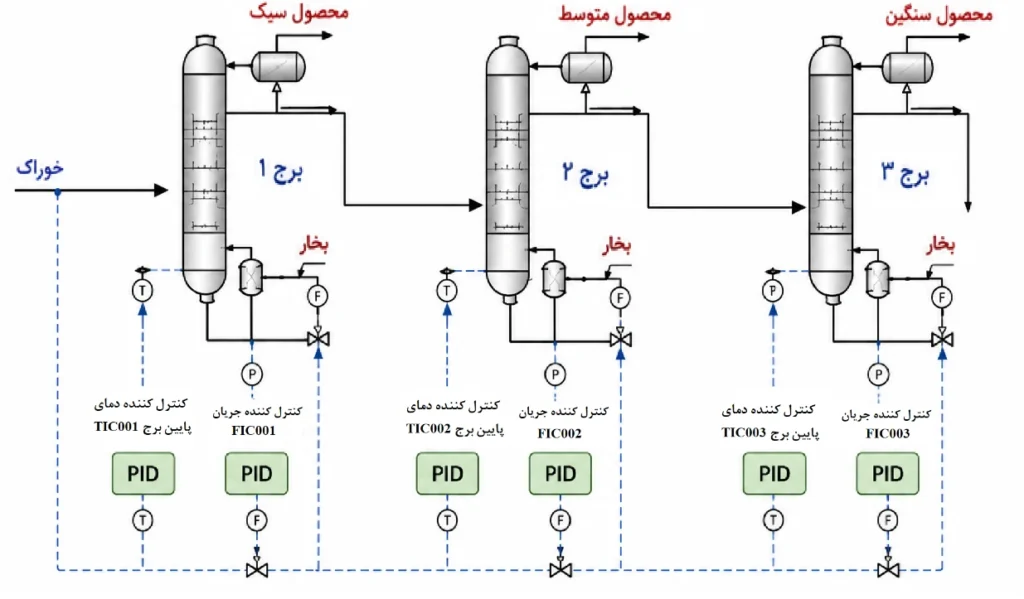
در ساختار کنترل سنتی، هر برج عمدتاً به صورت مستقل کنترل میشود و حلقههای PID وظیفهی تنظیم دما، فشار، سطح و جریان را بر عهده دارند. اگرچه این روش در بسیاری از کاربردها قابل استفاده است، اما به دلیل وجود تداخل فرآیندی میان برجها، تغییرات خوراک و محدودیتهای فرآیندی، عملکرد آن در شرایط پیچیده چندان مطلوب نخواهد بود.
در این فرآیند، جریان بخار یا مایع بازگشتی[xiii] در بالای هر برج و جریان بخار یا مایع پایین هر برج[xiv] از مهمترین متغیرهای دستکاریشونده (MV) محسوب میشوند. تغییر این متغیرها مستقیماً بر کیفیت محصولات خروجی تأثیر میگذارد.
در مقابل، متغیرهایی نظیر خلوص محصول، دمای بالای برج و فشار عملیاتی به عنوان متغیرهای کنترلشده (CV) شناخته میشوند.
تغییرات ترکیب خوراک ورودی، تغییر دمای محیط، نوسانات فشار و سایر اغتشاشات فرآیندی نیز به عنوان متغیرهای اغتشاش (DV) در نظر گرفته میشوند.
دمای بالای برج، اگرچه مستقیماً دستکاری نمیشود، اما نقش بسیار مهمی در کیفیت محصول دارد و به عنوان یکی از متغیرهای خروجی فرآیند (POV) مطرح میشود.
همچنین نرخ یا مقدار گاز تخلیهشده[xv] میتواند به عنوان یک متغیر اقتصادی (EV) در تحلیل عملکرد سامانه مورد استفاده قرار گیرد.
استقرار سامانهی APC در برج تقطیر
شکل 2 نمای سادهای از پیادهسازی APC بر روی همین فرآیند را نشان میدهد. در این ساختار، یک کنترلکنندهی چند متغیره[xvi] (MVC) بر مبنای مدل فرآیند طراحی شده است. این کنترلکننده به صورت همزمان وضعیت متغیرهای مختلف را تحلیل کرده و بر اساس رفتار پیشبینیشده فرآیند، مقادیر مناسب متغیرهای دستکاریشونده را تعیین میکند.
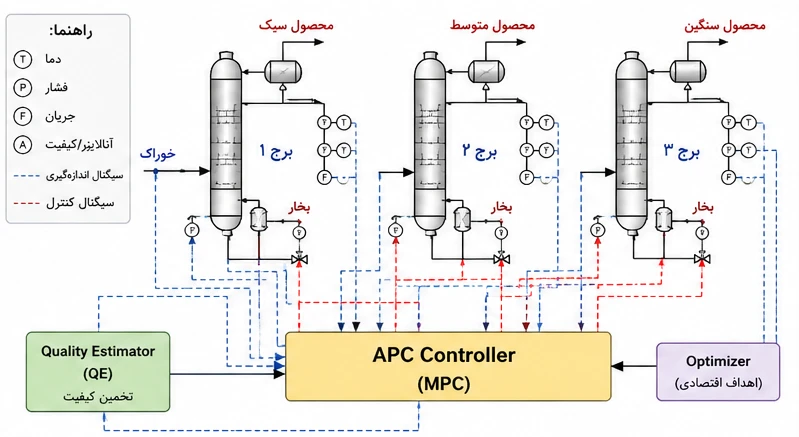
در APC هدف صرفاً حفظ متغیرها در نقطهی تنظیم نیست، بلکه فرآیند باید در بهترین شرایط اقتصادی و عملیاتی هدایت شود. به همین دلیل، APC علاوه بر کنترل کیفیت محصول، محدودیتهای فرآیندی، مصرف انرژی و شرایط ایمنی را نیز به صورت همزمان مدیریت میکند. در این ساختار، نقاط تنظیم (SPs) به صورت پویا و متناسب با شرایط فرآیند تعیین میشوند. APC با استفاده از مدل فرآیند، رفتار آیندهی متغیرها را پیشبینی کرده و پیش از وقوع انحراف، اقدامات اصلاحی لازم را اعمال مینماید.
8.1. تخمینگر کیفیت (QE)
در بسیاری از فرآیندهای صنعتی، اندازهگیری کیفیت محصول با تأخیر زمانی قابل توجهی همراه است. برای مثال، تعیین خلوص محصول ممکن است نیازمند آنالیز آزمایشگاهی باشد که نتایج آن چند دقیقه یا حتی چند ساعت بعد در دسترس قرار میگیرد. حتی، در اندازهگیری برخط متغیرهای مورد نظر نیز در حد چند میلیثانیه تاخیر ناشی از عملکرد حسگر یا انتقال داده، باز همچنان تأخیر در دریافت اطلاعات بهروز شده فرآیندی توسط سامانهی کنترل محسوس میباشد. بنابراین، در چنین شرایطی، استفاده از تخمینگر کیفیت اهمیت زیادی پیدا میکند.
تخمینگر کیفیت با استفاده از متغیرهای قابل اندازهگیری نظیر دما، فشار، جریان و سایر پارامترهای کیفیت فرآیندی، مقدار تقریبی متغیر کیفیت را به صورت بیدرنگ تخمین میزند. به طور کلی میتوان عملکرد تخمینگر را به صورت زیر نمایش داد:
QE(t) = f(T, P, F, Composition, Time)
در مثال برجهای تقطیر، خلوص محصول بالای برج میتواند تابعی از دمای برج، فشار، جریان بخارات خروجی، نرخ جریان بخار و سایر متغیرهای فرآیندی باشد. استفاده از تخمینگر کیفیت مزایای مهمی دارد:
- جبران تأخیر اندازهگیریهای آزمایشگاهی و برخط؛
- افزایش سرعت واکنش سامانهی کنترل به تغییرات پیش رو؛
- بهبود در دقت مدلسازی فرآیند؛
- کاهش نوسانات کیفیت محصول؛
- فراهم شدن امکان کنترل پیشبین کیفیت.
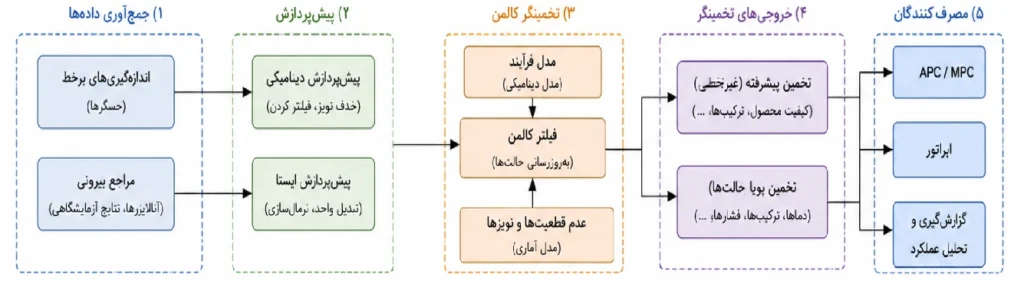
شکل 3 نمونهای ساده از ساختار یک تخمینگر مبتنی بر روش کالمن را نمایش میدهد، با این توضیح که این روش تخمین یک روش منحصر به فرد نمیباشد. در این ساختار، دادههای اندازهگیریشده ابتدا پیشپردازش شده و سپس با مدل دینامیکی فرآیند ترکیب میشوند تا مقدار تخمینزده شده متغیر کیفیت محاسبه شود.
8.2. مدلسازی فرآیند
پایهی اصلی عملکرد هر سامانهی APC، مدل فرآیند است. مدل باید بتواند رفتار دینامیکی فرآیند را با دقت کافی پیشبینی کند. اگر مدلسازی بهدرستی انجام شود، حتماً سامانهی کنترل پیشرفتهی فرآیند (APC) بهدرستی عمل خواهد کرد. در بسیاری از پروژههای صنعتی، مدلسازی فرآیند از طریق آزمایشهای میدانی و اعمال تغییرات کنترلشده بر متغیرهای فرآیندی انجام میشود. در این روش، یکی از متغیرهای مؤثر فرآیند تغییر داده شده و پاسخ سایر متغیرها ثبت میشود. این آزمایشها معمولاً بهصورت اعمال تغییرات پلهای مثبت و منفی و هرکدام در سه گام انجام میگیرند.
برای جلوگیری از ایجاد اختلال در تولید، دامنهی تغییرات و بازهی زمانی آزمایشها باید از پیش طراحی و با بهرهبردار هماهنگ شود. پس از جمعآوری دادهها، رفتار دینامیکی فرآیند استخراج شده و مدل مناسب ایجاد میشود.
الف) مدلسازی مبتنی بر داده (جعبه سیاه): در این روش، بدون تمرکز مستقیم بر روابط فیزیکی و ترمودینامیکی حاکم بر فرآیند، رفتار سامانه از طریق تحلیل دادههای ورودی و خروجی استخراج میشود. فرآیند به صورت یک «جعبهی سیاه» در نظر گرفته شده و مدل صرفاً بر اساس رفتار مشاهده شده در ورودیها و خروجیهای سامانه ایجاد میشود. این روش معمولاً بر پایهی تکنیکهای آماری، شناسایی سامانه، شبکههای عصبی و مدلهای یادگیری ماشین توسعه مییابد.
مزیت اصلی این رویکرد، سرعت بالاتر توسعهی مدل و امکان استفاده در فرآیندهای بسیار پیچیده یا غیرخطی است. با وجود این، پارامترهای مدل در بسیاری موارد فاقد تفسیر مستقیم فیزیکی بوده و دقت مدل وابستگی زیادی به کیفیت دادههای فرآیندی دارد.
ب) مدلسازی مبتنی بر اصول بنیادی: در این روش، رفتار فرآیند بر پایهی معادلات بنیادی فیزیک و ترمودینامیک مدلسازی میشود. قوانین بقای جرم، بقای انرژی، انتقال حرارت، انتقال جرم و روابط ترمودینامیکی از جمله مبانی این نوع مدلسازی هستند. اگرچه این روش دقت بالایی دارد، اما توسعهی مدل برای فرآیندهای پیچیده بسیار دشوار بوده و معمولاً نیازمند سادهسازی معادلات است.
در عمل، بسیاری از پروژههای صنعتی از ترکیبی از مدلهای دادهمحور و مدلهای مبتنی بر اصول بنیادی استفاده میکنند.
8.3. طراحی کنترلکننده
پس از تکمیل مدلسازی، طراحی کنترلکننده انجام میشود. مراحل اصلی طراحی کنترلکننده عبارتند از:
- طراحی ساختار کنترلی؛
- انتخاب متغیرهای کنترلی و متغیرهای اندازهگیری؛
- تعیین محدودیتهای عملیاتی؛
- تنظیم پارامترهای کنترلکننده؛
- شبیهسازی عملکرد سامانه در سناریوهای مختلف؛
- ارزیابی پایداری و عملکرد کنترلی.
در APC معمولاً از کنترلکنندههای چندمتغیره مبتنی بر MPC استفاده میشود که قادرند همزمان چندین متغیر را مدیریت کنند.
8.4. اجرای سامانهی APC
یک سامانهی APC معمولاً بهصورت یک لایهی نرمافزاری بر روی بستر سامانههای DCS یا FCS اجرا میشود. در بسیاری از پروژهها، بدون نیاز به تعویض کامل سامانهی کنترل موجود، میتوان APC را به سامانهی فعلی اضافه نمود. ارتباط APC با تجهیزات و نرمافزارهای مختلف صنعتی معمولاً از طریق استاندارد OPC برقرار میشود.
ارتباطات پلتفرم باز[xvii] (OPC) یک بستر استاندارد تبادل داده میان تجهیزات صنعتی، PLCها، DCSها، سامانههای SCADA و نرمافزارهای تحلیلی فراهم میسازد. استفاده از این استاندارد باعث میشود تجهیزات ساخت شرکتهای مختلف بتوانند به صورت یکپارچه با یکدیگر تبادل داده داشته باشند.
در بسیاری از پروژههای نوسازی[xviii] نیز، اگر سامانهی کنترل موجود دارای حداقل زیرساخت مناسب باشد، امکان پیادهسازی APC بدون تعویض کامل سامانهی کنترل وجود خواهد داشت.
۹. جمعبندی نهایی
سامانههای کنترل پیشرفتهی فرآیند (APC) را میتوان نقطهی تلاقی مهندسی کنترل، مدلسازی فرآیند، بهینهسازی و فناوری اطلاعات صنعتی دانست. این سامانهها با بهرهگیری از مدلهای پیشبین، روشهای بهینهسازی و تحلیل همزمان متغیرهای فرآیندی، امکان هدایت واحدهای صنعتی به سمت عملکردی پایدار، ایمن و اقتصادی را فراهم میکنند.
برخلاف سامانههای کنترل کلاسیک که عمدتاً بر حفظ نقطهی تنظیم تمرکز دارند، APC قادر است محدودیتهای عملیاتی، اهداف اقتصادی، تغییرات خوراک، اغتشاشات محیطی و تداخل متغیرها را به صورت همزمان مدیریت نماید. به همین دلیل، APC امروزه به یکی از ارکان اصلی بهرهبرداری هوشمند در صنایع نفت، گاز، پتروشیمی، نیروگاهی و شیمیایی تبدیل شده است.
در صنایع فرسوده، اهمیت APC بیش از پیش نمایان میشود؛ زیرا این فناوری میتواند بدون نیاز به تغییرات گسترده سختافزاری، بخشی از افت عملکرد تجهیزات را جبران کرده و راندمان واحد را به شرایط نزدیک به طراحی بازگرداند.
از این منظر، APC نه تنها یک ابزار کنترلی، بلکه بخشی از راهبرد نوسازی، تحول دیجیتال و افزایش رقابتپذیری صنایع فرآیندی محسوب میشود.
در نهایت، موفقیت در طراحی و پیادهسازی APC مستلزم درک صحیح فرآیند، مدلسازی دقیق، کیفیت مناسب دادهها، انتخاب صحیح متغیرها، طراحی مناسب کنترلکننده و همکاری نزدیک میان تیمهای کنترل، فرآیند، ابزاردقیق و بهرهبرداری است. البته پیش نیاز تمام شرایط بالا، فرهنگسازی استفاده از سامانهی کنترل فرآیند پیشرفته در بین کارکنان و مدیران و کارفرمایان میباشد. تنها در چنین شرایطی است که APC میتواند نقش واقعی خود را به عنوان مغز هوشمند بهرهبرداری صنعتی ایفا نماید.
فهرست منابع
- Qin, S. J., & Badgwell, T. A. (2003).A survey of industrial model predictive control technology. Control engineering practice, 11(7), 733-764.
- Seborg, D. E., Edgar, T. F., Mellichamp, D. A., & Doyle III, F. J. (2016).Process dynamics and control. (4th ed.). Wiley.
- Camacho, E. F., & Bordons, C. (2007).Model predictive control.
- Luyben, W. L. (2013).Distillation design and control using Aspen simulation. (2nd ed.). Wiley.
- Darby, M. L., & Nikolaou, M. (2012).MPC: Current practice and challenges. Control Engineering Practice, 20(4), 328-342.
- Bauer, M., & Craig, I. K. (2008).Economic assessment of advanced process control – A survey and framework. Journal of Process Control, 18(1), 2-18.
- Lee, J. H., & Lee, J. M. (2009).Approximate dynamic programming-based approach to dual adaptive control. IEEE Transactions on Automatic Control, 54(3), 523-538.
- Hassanpour, H., et al. (2020).A review on artificial intelligence applications in industrial process control. Computers & Chemical Engineering, 142, 107045.
- AspenTech (2022).Aspen DMC3 for Advanced Process Control – Brochure.
- Honeywell (2021).Profit Suite – APC solutions.
- Yokogawa (2020).Advanced Process Control & optimization solutions.
- موحدی، م.ح. (1388)، مقدمهای بر کنترل صنعتی، انتشارات شرکت ملی نفت ایران
[i] Calibration
[ii] Data Historian
[iii] Monitoring
[iv] Industrial PC
[v] Supervisory
[vi] Quality Estimator
[vii] Controlled Variable
[viii] Manipulated Variable
[ix] Disturbance Variable
[x] Process Output Variable
[xi] Economic Variable
[xii] Constraints Targets
[xiii] Reflux
[xiv] Reboiler
[xv] Vent
[xvi] Multi Variable Controller
[xvii] Open Platform Communication
[xviii] Revamping